
The Acceptable Quality Limits or AQL is a sampling methodology used to help determine whether a batch should be accepted or rejected based on the maximum percentage of defective products that can be found inside that batch.
The ISO 2859 standard (which is the internationally recognized standard for acceptance sampling in quality control and which establishes the procedures for sampling and inspection of batches of products) defines AQL as the “quality level that is the worst tolerable process average when a continuing series of lots is submitted for acceptance sampling” and states that the role of AQL is to determine the supplier to maintain a process average at least as good as the specified acceptance quality limit, while at the same time, provide the customer with an upper limit for the risk of occasionally accepting a poor batch of products.
Seems fuzzy? Don’t worry; let’s break it down one thing at a time.
Let’s start with inspection. Why do we even inspect things?
Imagine that you manufacture mobile phones, and since you can’t produce absolutely all parts in-house, you buy some parts from different manufacturers – in this case, let’s say we get the microprocessors for our phones from a microprocessors manufacturer. What would happen next, if it wasn’t for inspection is we would simply start building the product once we have all the components. And wouldn’t it be fun to finish assembling a batch of 10.000 phones and then discover that only 8000 of them work? Especially if when investigating the problem, we would find that the culprits in all these 2000 cases are the microprocessors which were faulty. If only we would’ve checked the processors before starting the assembly process, we might’ve been able to prevent a lot of rework and unnecessary costs raised by this problem. And that’s why we use inspection in quality – and not just inspection of a finished product, but inspection of the parts and materials that we use for our process.
Quality inspection is a process that ensures the products that result from the production process meet the established requirements and standards. In order to check if the products meet these criteria (standards and requirements), a series of activities can take place – from evaluating, measuring, and testing for defects, deviations, and non-conformities. This is done to make sure that the product’s performance, safety, reliability, and usability are not affected.
There are three types of inspections directly linked to the stages of production:
- Pre-production inspection – This is the type of inspection where we make sure that the materials and tools are ok. The main role of this type of inspection is to prevent defective or nonconforming materials from entering the production process.
- In-process inspection – the type of inspection that takes place during the production process, where the products are constantly monitored to make sure defects, non-conformities, or deviations are identified and addressed as early on as possible. The focus of this type of inspection is minimizing costs, waste, and rework by preventing defective products from progressing further down the line.
- Final quality inspection – This type of inspection takes place after the production is complete and is aimed at making sure that the final product is in accordance with requirements and standards. This is also the last critical quality gate, as this is the last chance to identify defective products and prevent them from reaching a company’s customers.
Then, another important type of classification for inspections is related to how the inspection process impacts the products/materials. Considering this aspect, there are two main types of inspection:
- Non-destructive testing – uses a range of techniques to evaluate the properties of a material without causing damage. This is a great solution since it allows us to check that a material is ok without losing the ability to use it in the production process after the tests are run on it. Common Non-Destructive tests include visual inspection (whether it’s with the naked eye or specialized tools), radiographic inspection, magnetic particle inspection, liquid penetrant inspection, and ultrasonic testing. You can read more about each type of Non-Destructive test here
- Destructive testing does exactly what the name suggests – it tests the performance and/or structural integrity of materials used to determine the strength, durability, and performance of materials by pushing these to their breaking point. There are products where the only way to test the material is to use destructive testing – think crash tests for determining crashworthiness and durability in cars. Common Destructive tests include: hardness testing, tensile testing, impact testing, fatigue testing, aggressive environment testing, corrosion testing, fracture and mechanical testing, hydrogen testing, residual stress measurement, and creep testing. You can read a lot more about each type of Destructive test here
Good, now that we have a grasp on what inspection is, what the main types of inspections are, and how they are used in practice, let’s take another look at our tea factory and see how inspection could help us.
Let’s consider the following scenario: Our tea-making factory is doing well, sales have increased and so we are ordering even more quantities of tea leaves than before. While this is great news, there’s also a problem that showed up as a result of the increase quantity of tea leaves ordered, and that’s related to the increase costs with inspections (and let’s assume that we run Non-Destructive visual inspection testing on the tea leaves that we receive from the supplier). Before the increase in sales, our employees were visually inspecting all of the tea leaves entering the facility – applying what is known as 100% inspection, which basically just means checking each product. But as the quantity of tea leaves imported increased drastically, our employees find themselves overwhelmed. One solution would, of course, be to hire more inspectors, and we could easily afford that since our sales have increased. But there might be cases where this is not a possibility or is not necessarily the best solution.
What we could do instead is rely once more on quality tools to make our lives easier – and specifically, we could start inspecting samples of tea leaves from the batches that we receive from the supplier. This is what’s known as sampling inspection. Sampling inspection requires samples to be taken from a target lot for examination and to help determine if the batch should be accepted or rejected.
I know that you might be wondering how to tell how many samples should be taken from a batch and how many of the inspected products can be defective before we reject the lot. That’s exactly where the AQL comes in to save the day.
AQL provides us with two very useful tables that help us determine how many products from the lot we need to select for sampling and how many defective products we can find before rejecting the lot. And this information comes in the form of two tables. Again, I know they might look intimidating at first sight but please believe me it’s actually easy and fun to work with them.
Table 1 Lot size and inspection level
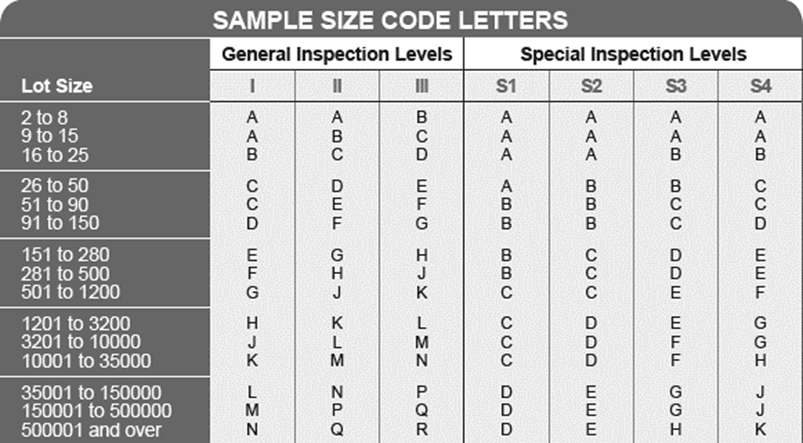
Source: QIMA https://www.qima.com/aql-acceptable-quality-limit
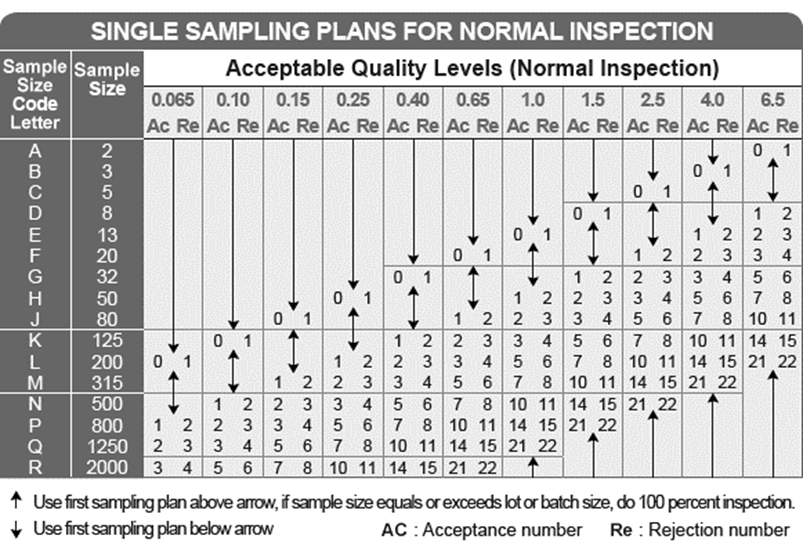
Table 2 Sample size and acceptable quality levels
But before we dive into an example to help you understand exactly how to use these, there are just two more things that you need to understand.
The first of those is understanding general and special inspection levels.
Depending on the relationship with the supplier and the type of product that is inspected, along with the type of inspection applied, a company can choose whether to impose stricter or more relaxed limits for inspection. Furthermore, depending on how costly the inspection process is and/or if it requires destructive tests, special inspection levels can be imposed, which generally require fewer products to be inspected. Therefore, we have:
- Level 1 General Inspection – a reduced level of inspection for when we have a good relationship with the supplier and they have provided good-quality products in the past
- Level 2 General Inspection – most commonly used as a default level of inspection, especially when working with new suppliers. This level of inspection requires more samples to be inspected than level 1 of General inspection
- Level 3 General inspection – an even tighter inspection level, used especially when the supplier had quality problems in the past. This level of inspection requests the most samples for inspection of the three inspection levels
- Special inspection levels 1 to 4 – used when the inspection process would be very costly or would require destructive inspection
The second thing is related to the AQL percentages.
You will notice in Table 2 that for the same sample of products inspected, there are different values for when we reject or accept a batch depending on the AQL percentage. This means that we are making some decisions regarding how strict we want to be in our decision process regarding the threshold where we decide if we accept or reject a batch. Generally, this is a decision that takes into account aspects such as: the criticality of the product or the type of product (the AQL levels will be lower – as in, we’ll accept less defective products before rejecting the batch – for critical components, safety products, pharmaceutical, etc.), the customer requirements, the process capability and so on. We may also take into account the type of defects that can be found, each with its threshold for the AQL value. For instance, if we’re talking about products with minor defects, we might accept an AQL value of 6.5% (say we’re talking about a product such as a type of socks that don’t have quite the shade of pink we envisioned), but for the same product, if we have a major defect (as in, the socks being ripped) we might set a limit of 1% or 2%.
Okay, now that we have covered the theory, let’s look at an example inside our tea factory.
So, in our case, we said that we’re happy because we have more orders and more customers. This also means that we’re now buying higher quantities of tea leaves from our trusted supplier, and we want to establish an AQL for our inspection process. At the same time, we got wind of another supplier of tea leaves who provides hard-to-find tea leaves, and we would also like to incorporate those tea leaves in our tea blends, so we want to establish a separate AQL threshold for this supplier.
Let’s assume that from our trusted supplier (we’ll call him supplier A from this point on) we order 20.000 tea leaves and from the new supplier (supplier B) we order 500 tea leaves. Now what’s left for us to do is to figure out how many products (the sample size) we should inspect given the inspection level (we get this info from table 1 in the form of a letter which then translated into a number in table 2) and how many defective products we can find before rejecting the batch (we get this info from the second table) depending on the AQL level we decide upon.
I would like you to take a couple of minutes to look over the two tables and what we’ve covered so far and try to figure out what’s the sample size that we need to inspect and how many defective products we can find before we reject the batch. And I’ll give you one hint: we’re going to run a non-destructive visual inspection of the tea leaves.
Ok, so for our trusted suppliers, we can go with something like:
- Level 1 General Inspection – We’ve worked with the supplier for a long time and didn’t have issues
- 1.5% AQL since we’re concerned the tea leaves can pose somewhat of a threat to the customer’s health if there are critical defects present (say mold, infestation, or chemicals on the tea leaves)
In this case, we’ll look at the first table to see what letter corresponds to a batch of 20.000 tea leaves with General Inspection level 1, and we’ll see the letter K.
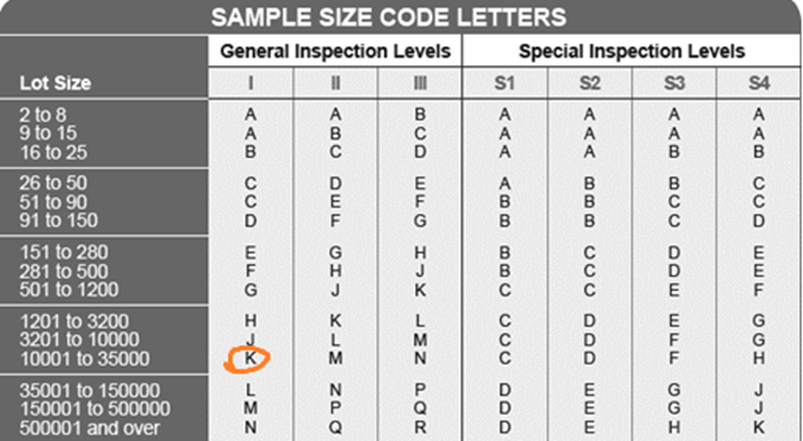
Next, we look in Table 2, and we see that for the letter K, we need to extract a sample of 125 tea leaves for inspection and that the AQL level of 1.5% requires we find 5 or fewer defects before rejecting the batch.
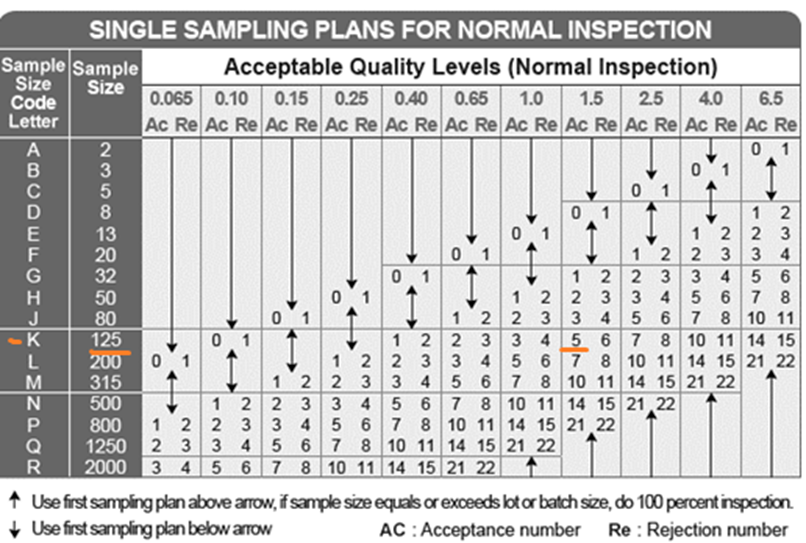
Let’s assume that we extracted the sample number of tea leaves, inspected them, and managed to find 1 defect. We’ll be accepting the batch from our supplier, this being another confirmation that we can rely on the quality of the products supplied by them. But this time, instead of doing a 100% inspection on the products and inspecting 20.000 tea leaves, we only inspected 125. That saved us quite some time, didn’t it?
Now, let’s see about that new supplier.
Since it’s a new supplier, and we decided that the defects could be impacting our customer’s health, we might choose the following:
- Level 3 General Inspection
- 1.5% AQL levels
In this case, we know that the batch is made up of 500 tea leaves, so again, looking at table 1, we see that for 500 products, with level 3 general inspection, we get letter “J”. In the second table, we see that for letter J, we need to sample 80 products (isn’t it quite crazy how for 20.000 products we sampled only 45 more products because we had that trust in the supplier?), and we must not find more than 3 defective products to accept the batch. And you have to imagine that it’s a lot more likely to find those 3 defects when sampling 80 products from a batch of only 500 products. The probability of not finding defects is decreased.
In this case, let’s say that after inspecting the sample we found precisely 3 defective products, so according to AQL we can accept the batch. But, if we feel like we need more certainty there’s nothing preventing us from inspecting a couple more products.
And one last thing, regarding the arrows you see in the second table which might seem confusing. They are merely there to help point towards the correct number while avoiding repeating information and crowding the table until it’s hard to read. So if your sample size leads to an arrow, all you have to do is examine where the arrow is pointing (up or down), follow the direction and read the number it points towards.
To exemplify, say for instance we had a batch of 250 products and we wanted to apply level 1 of General Inspection? And let’s assume we want to establish an AQL level of 0.10%. Well, Table 1 would tell us to look at letter E, and from the second table we would see that we need to pick 13 samples, and for the 0.10% we would see that we’re in the middle of an arrow with no value. The next thing we would do is see if the arrow if pointing upwards or downwards, in this case it’s downwards and if we look at the end of the arrow, we would see an Ac (Acceptance number) of 0 and Re (Rejection number) of 1. That would mean that if we find even just 1 product with a defect, we should reject the whole batch.
So this is how the Accepted Quality Limits can help any organization to decrease the time spent on inspection while ensuring some degree of certainty regarding the results obtained from inspecting a sample of products and deciding whether to accept or reject a batch of those products.
Leave a Reply